
费城造币厂叙事:揭秘如何制造出阳模与阴模
http://www.shouxi.com 2017-11-25 09:05 首席收藏网
美国费城造币厂(the United States Mint in Philadelphia)是全球最具知名度的造币厂之一,直属于美国财政部,也是美国最早的造币厂,始建于1792年,而当时,费城还是美国的首都。2013年Mike Unser与Darrin LEE Unser共同参观了费城造币厂,随后发布多篇文章,讲诉了造币厂中鲜为人知的故事。之后,王承炽先生对这些文章进行了翻译,并授权首席收藏发布,以下为《费城造币厂如何制作造币用的阳模和阴模》全文:
相关阅读:
费城造币厂叙事:揭秘艺术家是如何雕塑币模
这是美国费城造币厂观感系列的第四篇文章,提供了有关阳模和阴模制作的30多幅照片。
我和我兄弟得到特别款待,得以参观美国费城造币厂设施的运作情况。我们对这次参观盘算了很长时间,因此我对要见到的那些最令人兴奋的事物有许多期待。

我要带头坦承,我们没有把阳模和阴模的制作过程太当回事。我们的父亲曾经是模具工程师,因此参观前我以为对造币厂的制模工艺并不陌生,不会感到十分激动。
出乎意料的是我完完全全被迷倒了。激动人心的不光是工艺本身,还有制模人员。设备当然很棒,但是更加给力的是人。他们对本职工作充满自豪,给我留下了久久不能忘怀的深刻印象。在费城造币厂内随处可以见到高度的自豪感和敬业精神,但是因为我本来对这道工序没有很高的期望,他们的干劲反而让我格外流连忘返。
在进一步介绍以前,正下方的照片直观地显示了阳模和阳模制作的主要步骤,也就是本文的内容。这幅照片比通常的要大一些,点击照片可以看到更多详情。
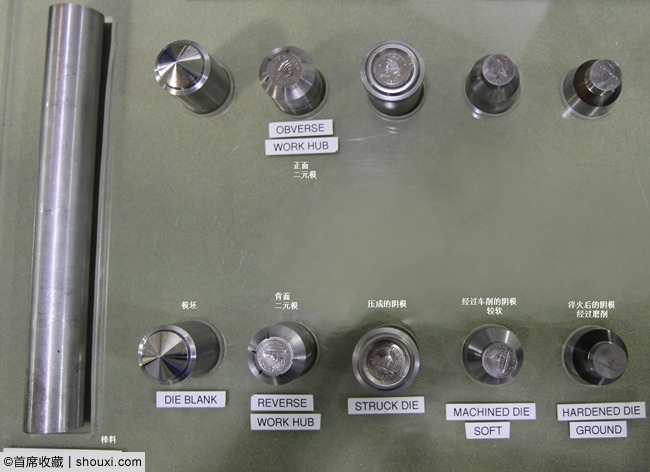
对于不懂币模的人来说,造币用的阳模和阴模可以看作一端带有设计图案的成型金属件。可以把它们想象为橡皮图章,因为币模或图章都被用来制作同一图案的多个拷贝。
此前的一篇文章说明了钱币生产的第一步,即设计和雕刻阶段。在美国造币局的费城造币厂,由艺术家制作的模型经过三维扫描生成数字数据点。这些数字数据被传送到一台电脑数控铣床。该铣床会将设计图案重现在一截钢棒的一端。这钢棒就叫作原模。原模是阳模和阴模制作工艺的第一阶段。

这个原模随后被放入一个液压机,压向另一截钢棒。这第二截钢棒上因此形成了设计图案的阴文,被称为阴文原模。这是制作工艺的第二阶段。
这些阴文原模也被放入液压机,压向更多的钢棒。这些第三阶段的钢棒被称为二元模。它们被再次放入压机,来成批制作工作模。印花机使用这些工作模来造币。通过几代阳模和阴模,设计图案就能与原始模型保持一致。
当然这道工艺中还有其它步骤,但是我们可以通过图片来加以说明!
模坯的割料、车尖顶和抛光
一切币模都出自钢料。10-12英尺长的钢料运抵费城造币厂,然后被切割成42英寸的钢棒,入库备用。

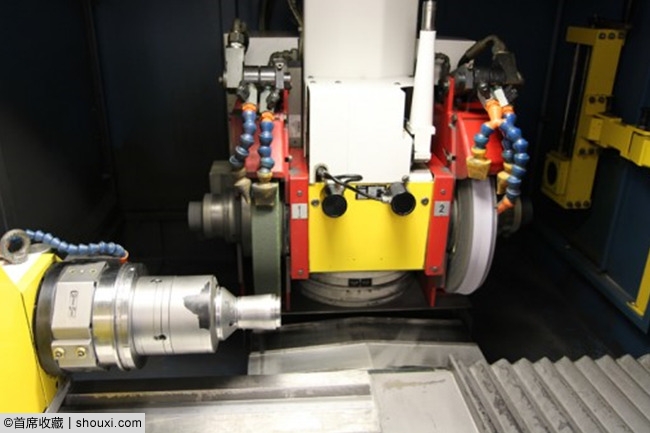
钢棒最后还要进一步切割。棒料被装入一台双轴电脑数控自动车削中心(如下所示),进行切割。第一根轴和刀塔把钢棒末端车出倒角,并切割成3英寸的坯料。第二根轴和刀塔在另一端车出尖顶。这段棒料就成了“模坯”。这道工序对精度的要求非常高,以便钢材料在制模的过程中受压时能够流动自如,填入空腔。

模坯成品的尖顶部分会抛光成镜面,并妥善存放,以便用于下一道阳模或阴模制造工序。

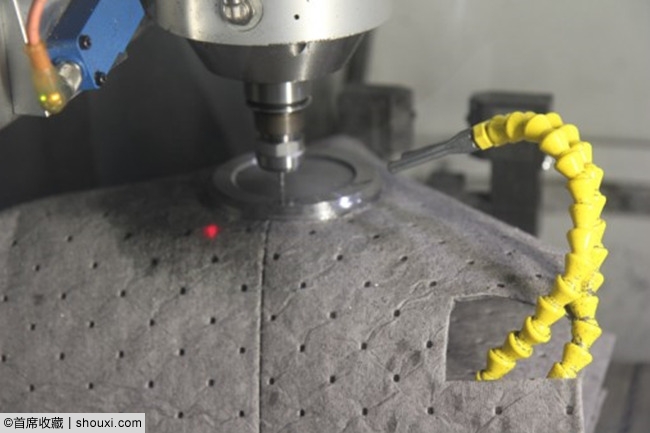
一台Mikron电脑数控铣床(如下所示)被用来加工阳模和阴模。它看上去很眼熟不是?这台机器就是为美国造币厂用油土雕模的艺术家们制作树脂模板的同一台机器。加工一枚币的阳模通常需要15-20个小时,而制作一枚阴模则需要25-30小时。与已经停用的Janvier缩刻机相比,这些电脑数控机床效率更高,其产品的质量也更好。

制模压机与制模工序
“数字化加工和开发部”在电脑数控铣床(如上所示)上制成阳模以后,会使用制模压机将其设计图案移印到模坯上,从而制成一个阴模。一副模具可压制几十万枚钱币。制模工序的员工Steve Jones用他的600吨水压机为我们做了演示。一分钟不到,阳模上的图案就被移印到阴模上。






制模压机所使用的压力取决于阳模和阴模的面值。造币厂提供了以下图表以方便参考。

工作模的检查、打磨、抛光和加编号
造币厂会对工作模进行检查。如有必要,会用打磨工具来修模。




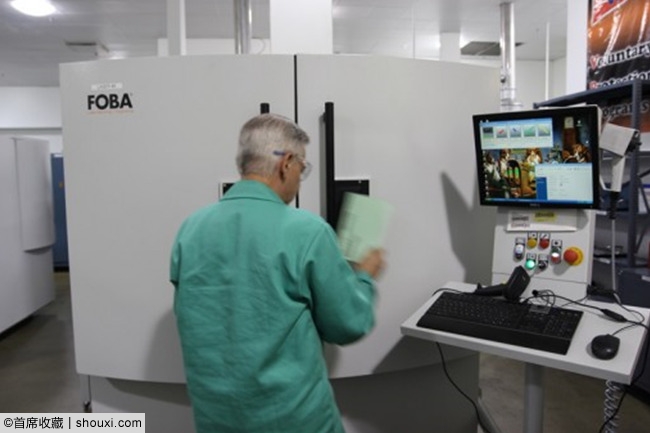
最后,每一枚币模都会加上一个独特的编号,以便自始至终对其进行追踪。用来添加编号的是一台激光机。

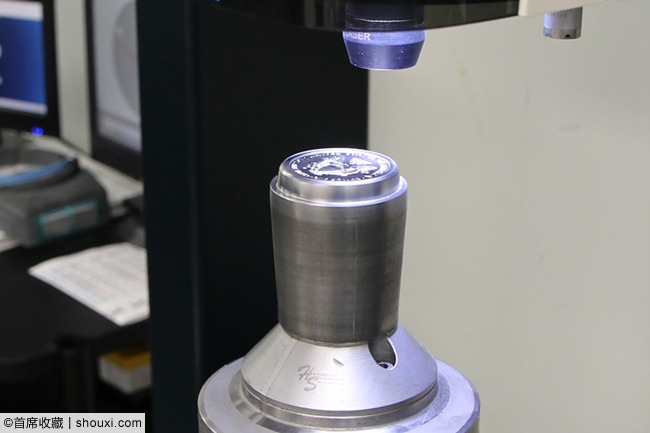
阳模和阴模的测量和磨削
为了每天安全有效地生产数百万枚高质量钱币,所有阳模和阴模的尺寸都要非常精确。“数字化加工和开发部”的模具钳工Earl Sandt向我们一一展示了用作此目的的几台机器。






淬火与回火
币模必须经过硬化处理,才能承受钱币压印时的巨大压力。例如,压印二十五分硬币需要60吨压力。币模硬化需要使用巨大的加热炉。虽然各种尺寸的币模会稍有不同,但是币模一般都会加热到华氏1500度,持续两个小时,然后人工在高分子聚合物溶液中淬火冷却。

工作模在真空硬化炉里处理完毕以后,被放入回火炉内。回火能够在币模硬化以后降低其内部应力。一般说来币模会用400华氏度回火5个小时。



声明:本文为王承炽先生(fwang2450)翻译,并授权首席收藏发布。
延伸阅读
- 100美元为费城而生 承载美国独立自由之故事 (2016-11-21)
- 费城造币厂叙事:揭秘艺术家是如何雕塑币模 (2017-11-09)
- 费城造币厂叙事:揭秘如何对精制币币模抛光 (2017-12-02)
- NGC专家访上海造币厂 揭秘熊猫币高品质原因 (2016-04-26)
- 赫维特设计金本位三鸟 参与建造上海造币厂 (2016-05-03)
拍品推荐



