
威尼斯造币厂结构介绍 造币工序及工艺梳理
http://www.shouxi.com 2022-01-20 00:07 首席收藏网
威尼斯造币厂的由来
于文艺复兴时期迁至此处的威尼斯造币厂位于威尼斯城,最初服务于威尼斯共和国的流通币及纪念章制造,现在这一建筑被相邻的马西亚纳国家图书馆(Biblioteca Nazionale Marciana,也被称为圣马可图书馆,地址为Piazzetta S. Marco, 7, 30124)所占用。

虽然造币工艺一直在随着技术的发展而随之改进,但作为从威尼斯共和国、威尼斯临时政府、奥地利威尼西亚省、伦巴第-威尼西亚王国,一直延续至意大利王国统一后的造币厂,威尼斯厂在这数百年时期内一直承担着重要的造币任务。

由于威尼斯造币厂在意大利造币史上的重要地位,与之相关的文物及史料保存较完善,对应的图文资料丰富且容易查找。

篇目标题为“威尼斯造币厂及其隐藏的宝藏”
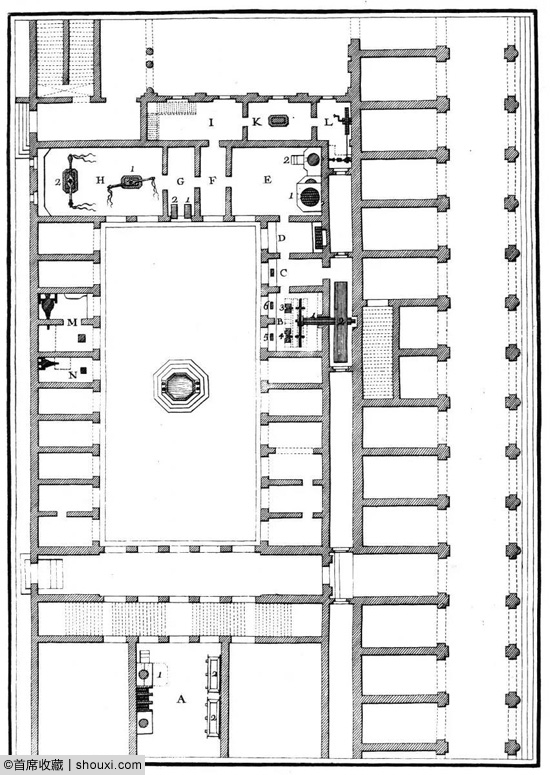
借助威尼斯造币厂在当时(1750年代)的平面图,我们可以看出,造币厂空间的组织划分如下:进入大门的右侧(平面图上方)是制造硬币的车间,而左侧(平面图下方)则是俯瞰潟湖的房间,仓库和窑炉也布置在左边。所有的造币活动都在庭院周围的内侧房间进行。

在造币厂的一楼,朝向潟湖的方向,是造币厂长、收银员、控制员等职员的行政办公室。在这层楼内,曾经有十二个宝箱分布在各个房间里,用来保管贵金属,每一个宝箱都写着一个天主教使徒的名字。
在造币厂的二楼,俯瞰庭院的各类功能性房间,通过使用机器(轧机、压力机、熔炉等)将原材料经由一步步操作制造成金银等各种材质的钱币。
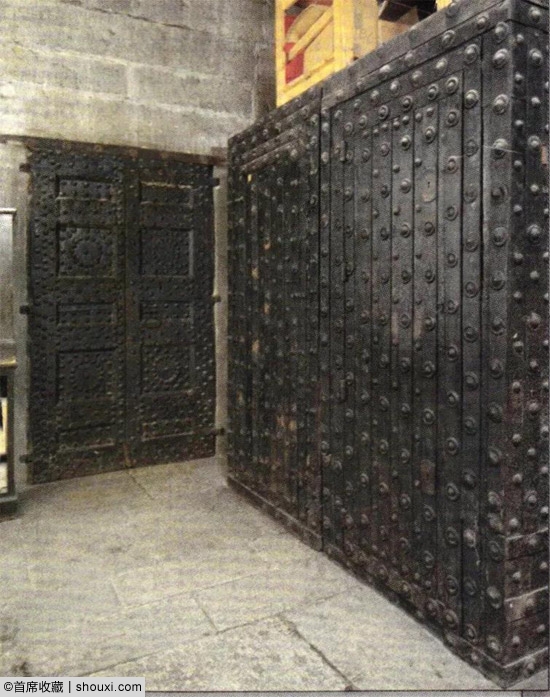
值得一提的是,其中有四个金库中的保险箱,今天仍然保存在造币厂的旧“牢房”内,也被称为“黄金监狱”或“糕点店”,现在被称为“百宝箱”,也就是前文中所提到的“隐藏的宝藏”。
“黄金监狱”是一个墙壁、地面和巨大拱顶由临近威尼斯的伊斯特拉半岛出产的石块所制成的房间,以及一个真正的石柜,可通过一扇狭窄的金属门进入,里面有四个用铁栏杆加固的大木箱,仍然保护着图书馆的古代遗物。其中三个气势恢宏的保险箱仍然保留着当时(17-18世纪)复杂的锁具。
随着时间的推移,造币厂各处的功用不断变化,本文中所描述的各项有关造币厂的信息,都是指1750年前后的时间段。
杜波依斯(Michel Du Bois Chaterelaut)曾经担任波旁王朝的菲利普(Philip of Bourbon)统治时期的帕尔马造币厂的主管。这一头衔只是一个名义上的荣誉称号,因为帕尔马造币厂已经闲置了几十年。
1755年5月11日,威尼斯大议会任命杜波依斯监督威尼斯造币厂的现代化改造。自1756年起,杜波依斯本人即投身于此项工作。最终,威尼斯大议会对他表示了感谢并宣布对改造结果感到满意。这些造币机器实际上自1756年以来,就被用于威尼斯共和国的钱币制造,直到后来被更先进的设备所淘汰。

威尼斯造币厂的内部结构及造币工序
威尼斯造币厂的平面图如下,在上文中我们已经进行过展示。
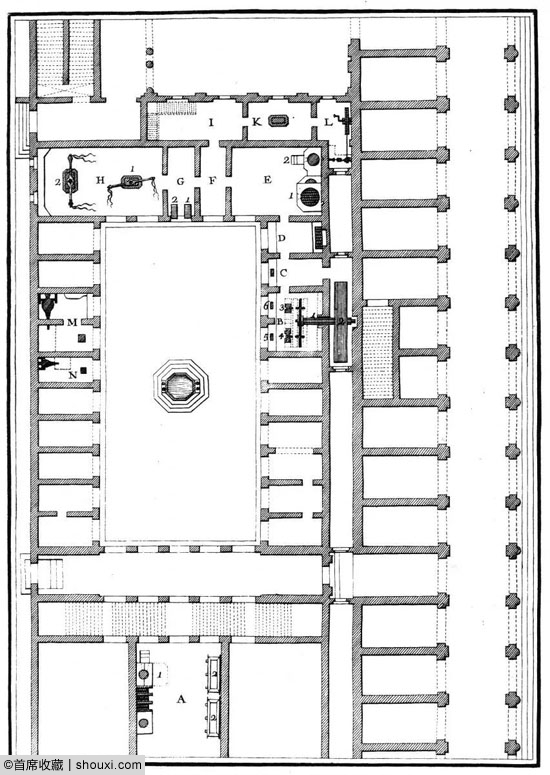
我们可以看出,在这一平面图上,造币厂的各个功能性房间均以字母进行了标注,下面我们就按照标注字母的顺序,对威尼斯造币厂1756年的内部布局,以及造币工艺的各个流程进行逐一的梳理和深入了解。
A - 用于生产平片状银锭的铸造间
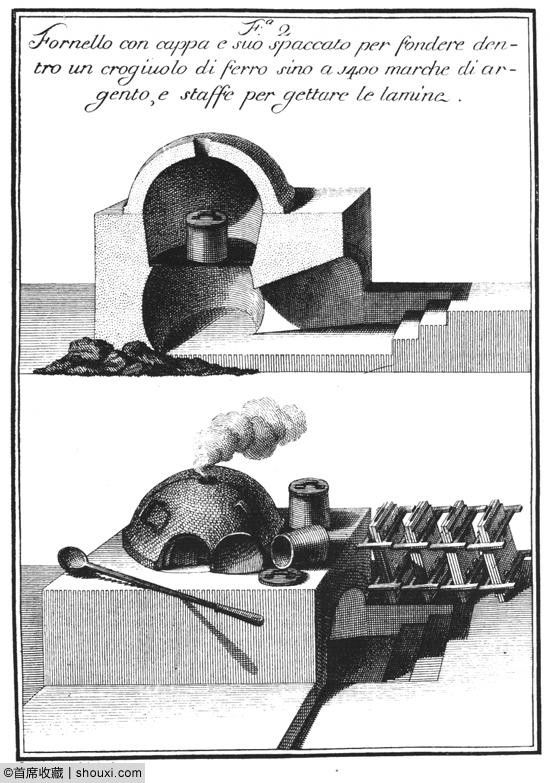
我们首先来到最南端的A室。威尼斯造币厂的工匠在这里将银粉置于坩埚中加热,并将流体状态的银水倒入模具中,凝固形成片状银锭;每个坩埚可容纳重达1400马克的银。这里需要注意的是,威尼斯的重量计量单位“马克”,与当时的科隆马克近似相同,1威尼斯马克相当于现在的238.49936克。
B - 由两个人用脚踏动巨型轮盘,以将平片状银锭压成长条状币坯的磨机
C - 轮盘室
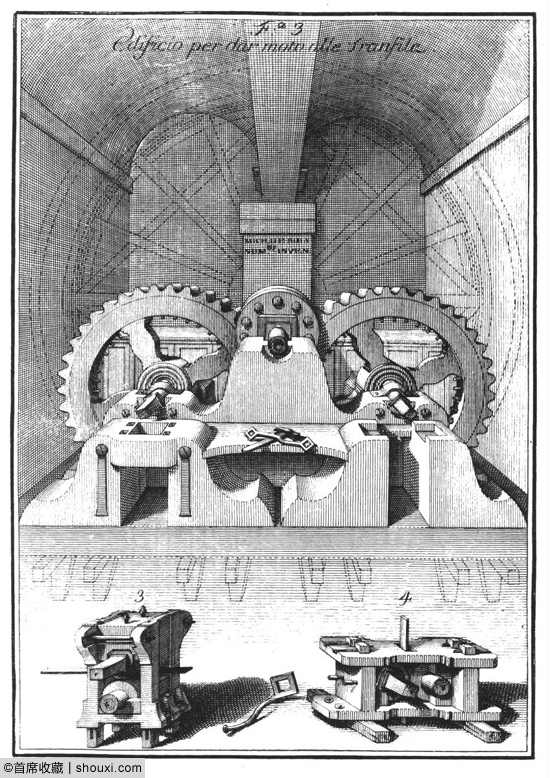
到目前为止,所进行的造币工序很简单,首先就是在坩埚中用正确百分比的细粉制备银。窑旁的“马镫”实际上是用来获得平片状银锭的模具(底盘)。这样制造出的币坯已经足够平坦,但还不够平整。因此我们需要将币坯通过青铜轧机,通过可调节间距的辊子,根据造币的需要以减小币坯的厚度并压平。
B室内的机器为人力磨机,由两个并排的人在轮盘上行走来驱动(周长54英尺,直径约为5.2米),轮盘是镂空的,位于所示房间的后面(C室)。在这一图上,还显示出用于将平片状银锭压制成为长条状币坯的两台青铜轧机。轧机放置在磨机两侧对应形状的空位上,由磨机带动轧机的方形轴转动,以完成压平这一工序。
在运用这一机器的所有其他造币厂中,都使用了流水或畜力来推动这一机器,但这两种解决方案在威尼斯都是不可能的,因为这里没有流动的水(没有天然形成的落差)和足够的动物活动空间,所以只能使用人力来驱动机器。
压平这一步骤可能需要重复多次,所以导致了我们虽然最终能够获得所需厚度的长条状币坯,但实际上,金属在这一过程中会因外界物理受力变得又硬又脆而不适合直接进行造币,因此需要在下一房间(D室)进行处理。对于银以外的其他造币金属,这其中的过程也是大致相同的。
D - 用于对币坯进行退火的炉膛
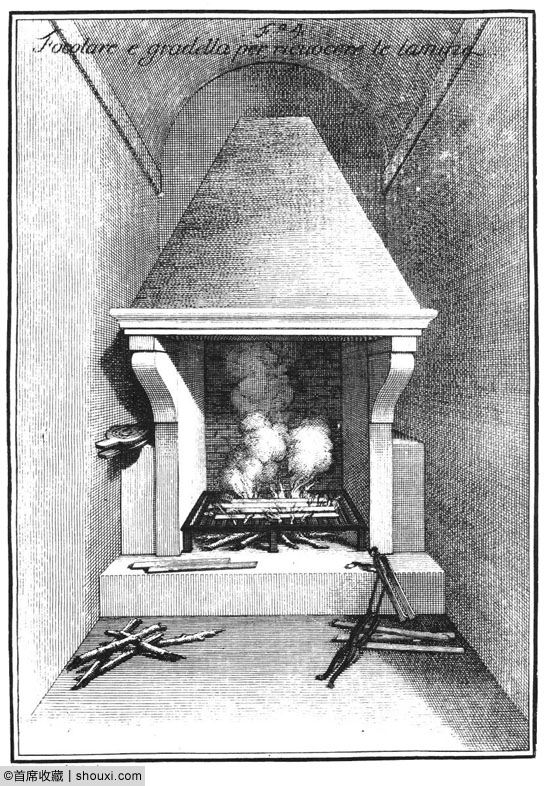
正如上文所说,这样产生的长条状币坯,材质又硬又脆。所以在D室,我们需要使用“烤箱”来对币坯进行“烹饪”。在造币实践中,币坯需要放置在炉架上,在高温中被加热到白热化并冷却降温。加热的温度并不需要过高,大约700 °C的温度就足够了。因此,我们所使用的设备,看起来就像是一个带着烧烤架的简单壁炉。除此之外,我们还能够看到手动鼓风机及其他工具。经过这一工序后,币坯的质量便得到了改善。
??房间 - 模切机
这一机器位于平面图上未标明的房间,但依据图上的两个窗户,很可能是H室。
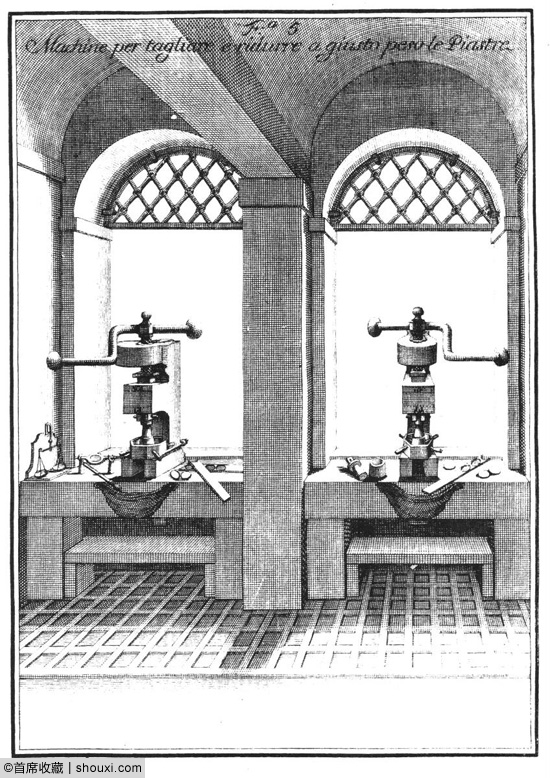
图上描绘了两台模切机(一台是钢制的,一台是青铜制的),它们的作用是从长条状币坯上切割出规范的圆形。它们既精确又快速,并且获得的形状在几何上十分完美。币坯在被切割成圆形之后,再置入桌边的口袋。
除此之外,你还会在机器旁边看到一个称量币坯重量用的天平,以及看起来像一个镜头的东西。它实际上是一个支撑物,在称重后,重量超标的币坯会被放置在上面,通过“镜头”旁边放置的锉,锉掉多余的重量以使得币坯重量标准化。锉后留下的痕迹,便是我们今天所称之的“减重痕”,而不是钱币出厂流通后造成的磨损。由于各个造币厂的工艺不同,威尼斯造币厂将这一步骤前置于造币完成后,所以威尼斯在当时出厂发行的钱币上未曾出现减重痕——笔者注,此论断未经证实。
E - 用于币坯再次退火的混合炉和另一个用于酸洗工序的火炉。
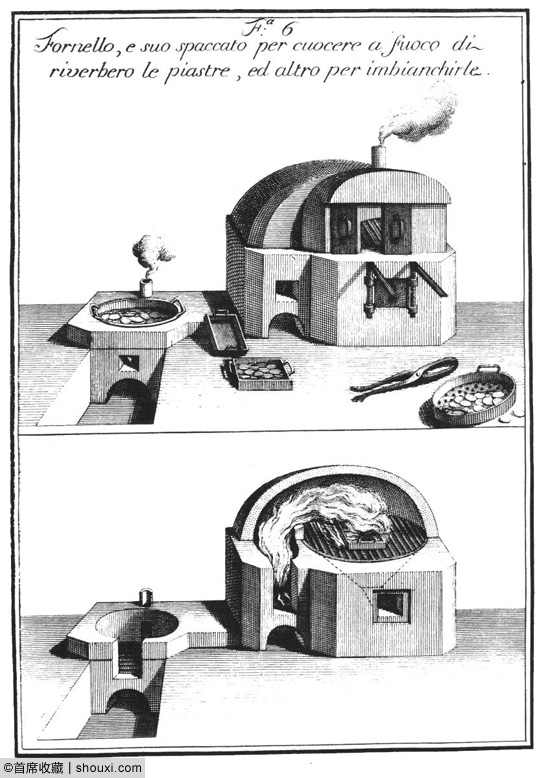
第一步的炉子是混合炉(图中右侧),其目的是对圆形币坯进行退火。这些币坯被放置在方形“平底锅”(最多能够容纳600马克重的币坯)中,它们在火堆上被重新加热,在一刻钟后取出,但并未直接接触火焰,所以在币坯表面会存在有燃烧残留物但很少。
关于币坯需要进行二次退火的原因是,圆形币坯中各个成分的熔点不同,并且造币工匠可能在其中增加带有还原性的添加剂以分离杂质等,通过这一方式使得以使币坯达到所需的银含量。银币坯和青铜币坯需要在400至700℃的温度下加热一刻钟,然后缓慢冷却,这二者的处理方法是大致相同的。对于泽奇诺等纯金币,则可以使用较低的温度(200℃)。
第二步的炉子仅用于加热(图中左侧),用于用酸液漂洗银质或者合金币坯。在同样使用木材的退火炉上,经过所有这些通道后,高温的烘烤会导致金属变黑并显示出严重的氧化。为了造币表面的美观性,所以需要对币坯进行这一步骤。对于铜银比例7:3的杂银合金币坯而言,还有一个额外的问题,就是它在这一步骤处理之前,币坯的颜色会看起来不像是银而是铜。
所以解决这两个问题的方法是将币坯浸入合适的酸溶液中,该溶液可以去除合金表面的氧化物以及残留的铜。而加热显然加速了这一化学反应的过程。图上的椭圆形“平底锅”,实际上是用于酸洗过后干燥币坯的滤锅。
我们最终得到的是一个圆形的币坯,它的表面状态更为精细。虽然币坯表面仍然略有皱纹,但之后的铸造会使整个币面都变得光滑。
F - 简单的台阶
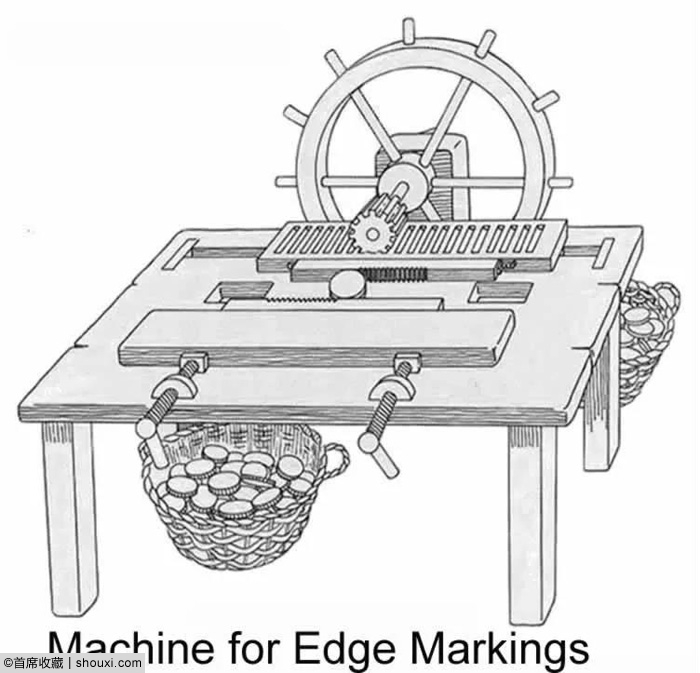
G - 边缘压印机
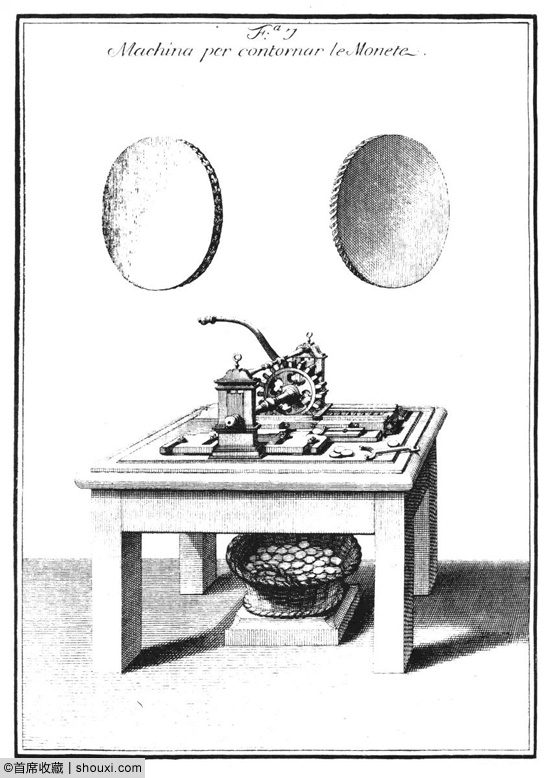
钱币边缘的花纹是一种防止造假和防止剪裁的措施。这种制造边齿的机器,是法国巴黎的工程师让-卡斯坦(Jean Castaing)在17世纪末的路易十四时期发明的。因为机器存在作业尺寸上的限制,无法处理任意直径或厚度的硬币,所以在威尼斯造币厂,工匠们准备了两台不同尺寸的机器,用来为普通钱币和大型币章增加制作边齿:1号台用于大型章牌,2号台用于普通硬币。下图能够使我们更直观地看出这一机器的工作原理。
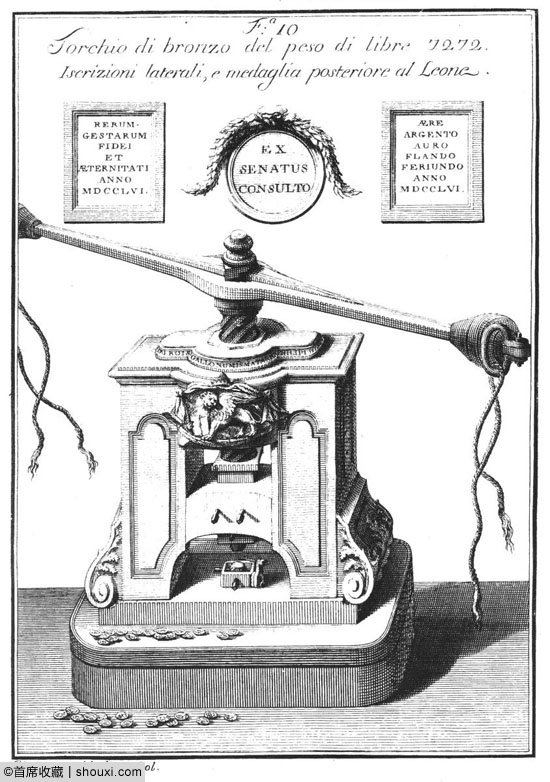
H - 带摇臂的青铜压模机
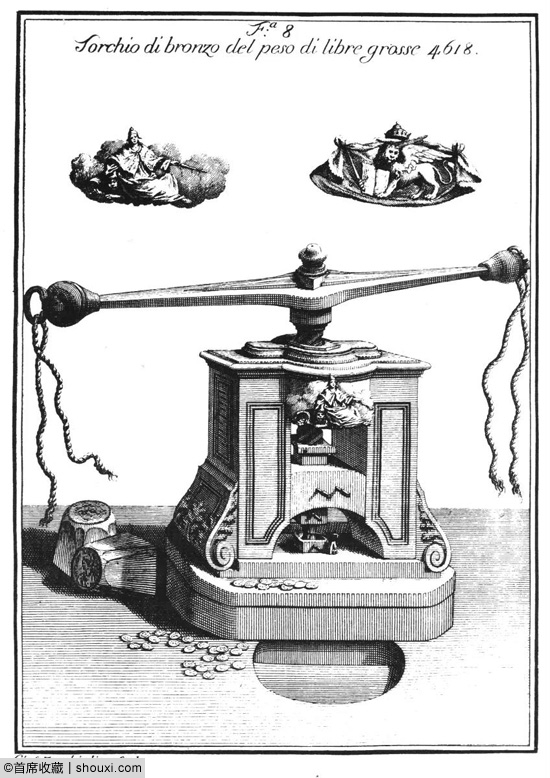
威尼斯造币厂的两台压模机分别能产生4618大磅(约2200公斤)和7272大磅(约3400公斤)的压力。“大磅”约466克,区别于“小磅”的约301克,这两种单位在当时的威尼斯都被使用。较小一台压模机两侧及顶面的文字和图案,以及造币成品如下图所示。
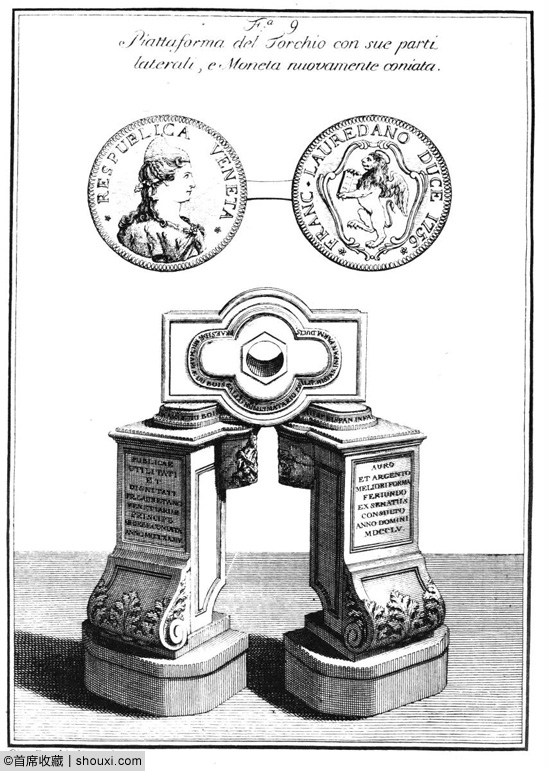
作为造币的核心步骤,我们每个人都应该对压模机的工作原理很清楚,造币厂工匠由人力推动平衡轮旋转,通过螺旋活塞将上下两个模座中的一个推向另一个模座,或者更确切地说,是推向放置在底座上端部带有图案的模具,以将图案压印在钱币上。经过这一步以后,一枚崭新的钱币就宣告诞生了。
较大一台压模机的形制和工作原理与较小一台类似,各部细节见下图。
I - 楼梯
造币厂需要在这里留出足够的空间以方便机器设备和原材料的日常运输。
K - 测试压模机等
L - 摇臂螺丝、气缸、活塞和环式车床,以及内部通信窗口
M - 用于机械维修、冲床制造和造币工具的锻造
N - 用于制备待平整银锭的锻造
以上就是威尼斯造币厂在1756年更新造币设备后,制造钱币所需的具体工序,以及造币厂各个房间的功用。
时过境迁,威尼斯共和国早已不复存在,昔日的辉煌和荣耀也已经变成过眼烟云。文中的造币厂和造币机械已经成为历史,造币技术随着时代的发展也有着日新月异的变迁。当我们受益于今日发达的工业文明所带来的便利时,也不应忘记前人为我们所打下的基础和走过的路途。对于钱币而言,更加深入地了解造币工艺的各个环节,有助于我们更好地理解钱币品相和先天缺陷的形成原因,对不同时期钱币的具体状态能够达到更高程度的认知水准。
声明:本文转载自“W30钱币课堂”,部分内容源自意大利论坛Lamoneta.it的帖子“威尼斯造币厂”,编译Wang30。
延伸阅读
- 如何识别臆造币有方法 起于民国有规律可循 (2013-09-26)
- NGC专家访上海造币厂 揭秘熊猫币高品质原因 (2016-04-26)
- 赫维特设计金本位三鸟 参与建造上海造币厂 (2016-05-03)
- 历史地位举足轻重 缘何冯国璋仅臆造币流传 (2016-12-28)
- 解读中国四大造币厂:技艺各有千秋 分工明确 (2017-05-16)
拍品推荐



